Free Welder Performance Qualification Record PDF Template
Free Welder Performance Qualification Record PDF Template
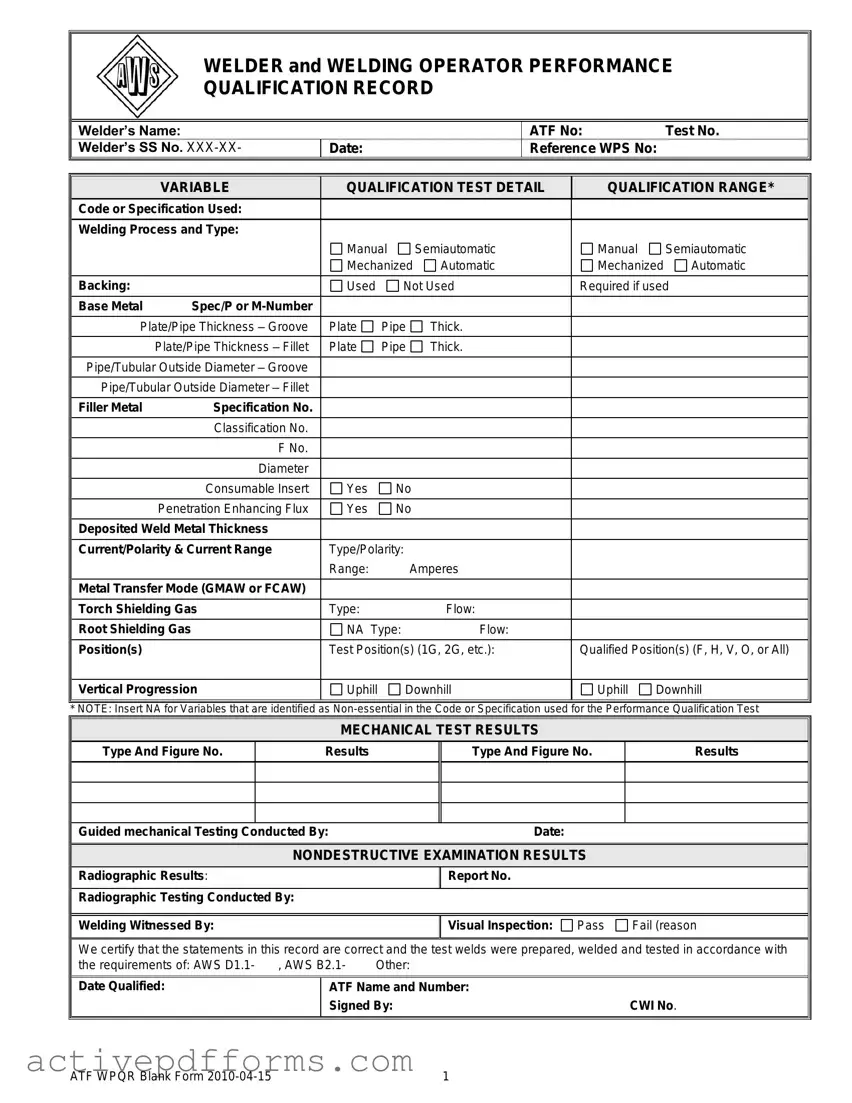
Ensuring that welders meet industry standards is crucial for maintaining safety and quality in welding projects. The Welder Performance Qualification Record form serves as a comprehensive document that records a welder's ability to perform under specified conditions, following stringent guidelines set by regulatory bodies such as the American Welding Society (AWS). The form captures essential details about the welder, including their name, social security number, and the specific test number, alongside information regarding the welding process and type—ranging from manual to automatic techniques. Key aspects include the base metal specifications, thickness, diameter, and the use of backing, if any. It delves deeper into the intricacies of welding by noting the filler metal specifications, the use of consumable inserts or penetration enhancing flux, and the details of current and polarity used during the welding process. Additionally, the form outlines the test positions, the qualified positions, and the direction of welding, all of which are vital for evaluating a welder's competence. Beyond just the welding process, the form includes sections for both mechanical and nondestructive examination results, providing a holistic view of the welder's performance. Signatures from certified personnel attest to the validity of the conducted tests, making this document an indispensable tool for certifying the qualifications of welders in a highly standardized and regulated industry.
WELDER and WELDING OPERATOR PERFORMANCE
QUALIFICATION RECORD
|
Welder’s Name: |
|
|
|
|
ATF No: |
|
Test No. |
||||||
|
Welder’s SS No. |
|
Date: |
|
|
Reference WPS No: |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||||
|
|
VARIABLE |
|
|
QUALIFICATION TEST DETAIL |
|
|
QUALIFICATION RANGE* |
|
|||||
|
Code or Specification Used: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Welding Process and Type: |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
Manual |
Semiautomatic |
|
|
Manual |
|
Semiautomatic |
|||
|
|
|
|
|
Mechanized |
Automatic |
|
|
Mechanized |
Automatic |
||||
|
|
|
|
|
|
|
|
|
|
|||||
|
Backing: |
|
|
|
Used |
Not Used |
|
|
Required if used |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Base Metal |
Spec/P or |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Plate/Pipe Thickness – Groove |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Plate/Pipe Thickness – Fillet |
|
Plate |
Pipe |
Thick. |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Groove |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Pipe/Tubular Outside Diameter – Fillet |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Filler Metal |
Specification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Classification No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
F No. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Diameter |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Consumable Insert |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Penetration Enhancing Flux |
|
Yes |
No |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Deposited Weld Metal Thickness |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Current/Polarity & Current Range |
|
Type/Polarity: |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Range: |
Amperes |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Metal Transfer Mode (GMAW or FCAW) |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Torch Shielding Gas |
|
Type: |
|
Flow: |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
||||
|
Root Shielding Gas |
|
NA Type: |
Flow: |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||||||
|
Position(s) |
|
|
|
Test Position(s) (1G, 2G, etc.): |
|
|
Qualified Position(s) (F, H, V, O, or All) |
||||||
|
|
|
|
|
|
|
|
|
||||||
|
Vertical Progression |
|
Uphill |
Downhill |
|
|
Uphill |
Downhill |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* NOTE: Insert NA for Variables that are identified as
|
|
|
|
MECHANICAL TEST RESULTS |
|
|
||
|
Type And Figure No. |
|
|
Results |
|
Type And Figure No. |
Results |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Guided mechanical Testing Conducted By: |
|
Date: |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
NONDESTRUCTIVE EXAMINATION RESULTS |
|
|
|||
|
Radiographic Results: |
|
|
|
Report No. |
|
|
|
|
|
|
|
|
|
|
||
|
Radiographic Testing Conducted By: |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Welding Witnessed By: |
|
|
|
Visual Inspection: Pass |
Fail (reason |
) |
|
|
|
|
|
|||||
|
We certify that the statements in this record are correct and the test welds were prepared, welded and tested in accordance with |
|||||||
|
the requirements of: AWS D1.1- |
, AWS B2.1- |
Other: |
|
|
|||
|
|
|
|
|
|
|||
|
Date Qualified: |
|
ATF Name and Number: |
|
|
|||
|
|
|
|
Signed By: |
CWI No. |
|
||
|
|
|
|
|
|
|
||
ATF WPQR Blank Form |
|
|
1 |
|
|
|||
| Fact | Detail |
|---|---|
| Form Purpose | To record a welder or welding operator's performance qualifications, ensuring they meet specified standards. |
| Key Components | Includes welder's information, test details, qualification ranges, mechanical test results, and nondestructive examination results. |
| Variable Qualification Test Detail | Covers variables such as welding process, type, backing usage, base metal, filler metal specification, and welding position. |
| Governing Laws | This form reference standards such as AWS D1.1 and AWS B2.1, among others, depending on the specific welding processes and materials involved. |
| Certification Section | Includes a section for certification by the welder and verification by a Certified Welding Inspector (CWI), including the CWI No. and date qualified. |
After a welder has completed their Welder Performance Qualification Test, the next step involves accurately documenting the process and results on the Welder Performance Qualification Record form. This documentation is crucial for certification and verification purposes, ensuring that the welder has met the required standards. Below are instructions to assist in filling out the form comprehensively.
By methodically completing each section of the Welder Performance Qualification Record, it becomes an official document that validates a welder's capability and competence in line with specified welding procedures and standards. This recorded affirmation serves as a vital step for welders in their certification journey.
Below are answers to some commonly asked questions regarding the Welder Performance Qualification Record form:
What is the purpose of the Welder Performance Qualification Record form?
The form is designed to document a welder or welding operator's ability to perform welding operations according to specific codes and specifications. It records the details of the welding test the individual underwent, including the welding process used, materials, and the results of both mechanical and nondestructive examinations.
Who needs to fill out this form?
Qualified personnel, such as the welder being tested, the inspector overseeing the test, and the individual or entity conducting the mechanical and nondestructive examinations, should complete the form. It's vital that the information provided is accurate and reflects the tests conducted.
What information is required in the Welder’s Details section?
This section collects basic information about the welder, including the Welder's Name, ATF No., Test No., the Welder’s Social Security Number, and the Date. This information helps identify the welder and associate them with their specific performance qualifications.
What does VARIABLE QUALIFICATION TEST DETAIL include?
The VARIABLE QUALIFICATION TEST DETAIL section is comprehensive, including details such as the Code or Specification Used, Welding Process and Type, Backing Status, Base Metal Specifications, Filler Metal Specifications, Welded Material Thickness, Current/Polarity, and much more. Each of these variables helps to define the specific conditions under which the welder was tested, thereby outlining the scope of their qualification.
What is the significance of the QUALIFICATION RANGE indicated in the form?
The QUALIFICATION RANGE section outlines the specific parameters within which the welder is qualified to work. This includes data on plate or pipe thickness, diameter, and, if applicable, the positions the welder is qualified to weld in (e.g., 1G, 2G for test positions and F, H, V, O for qualified positions). It's crucial for understanding the limitations and capabilities of the welder's qualifications.
How are mechanical test results documented?
Mechanical test results are recorded through the type of test conducted and the figure or reference number for those results. This part of the form is essential for providing quantitative data on the weld's mechanical properties as determined by standardized testing protocols.
What information is provided in the NONDESTRUCTIVE EXAMINATION RESULTS section?
Nondestructive examination (NDE) results, including radiographic test outcomes and visual inspection results, are documented in this section. It reports the findings of NDE methods used to examine the weld without altering or destroying the welded component, crucial for ensuring the integrity of the weld.
What happens if the visual inspection is marked as 'Fail'?
If the visual inspection is marked as 'Fail,' reasons for the failure must be explicitly stated in the form. This indicates that the weld did not meet the specified criteria for acceptance based on visual examination, and corrective actions may be necessary before requalification.
Who certifies the form and what is its significance?
The form is certified by signatures from the ATF (Accredited Test Facility) and the Certified Welding Inspector (CWI) involved in the testing process. The date qualified is also included. These signatures attest to the accuracy of the information and confirm that the weld tests were performed and met the standards and requirements cited in the form. This official certification provides validity to the welder’s qualifications for employers, inspectors, and regulatory bodies.
Filling out the Welder Performance Qualification Record form accurately is crucial for documenting a welder’s ability to perform specific welding procedures. However, mistakes can occur during this process, affecting the validity of the qualification. Here are eight common mistakes:
Incorrectly listing the Welder’s Name or mixing up personal identification numbers such as the ATF No, Test No., and Welder’s SS No. Each of these identifiers is unique and critical for tracking and verifying the welder's qualifications.
Failing to accurately specify the Date of the test and the Reference WPS No., which are essential for historical records and validation of the testing conditions and standards used.
Omitting or incorrectly specifying the Code or Specification Used and the Welding Process and Type. These details are necessary to ensure the welder’s qualifications are relevant to the specific types of welding the job requires.
Incorrectly marking the Backing information or the use of consumables such as Consumable Insert and Penetration Enhancing Flux. These elements can significantly affect the properties of the weld and must be accurately recorded.
Neglecting to fill in or inaccurately detailing the Base Metal Spec/P or M-Number, Plate/Pipe Thickness, and Pipe/Tubular Outside Diameter sections. This data ensures the welder is qualified for materials of specific thicknesses and types.
Misrepresenting the Filler Metal Specification No. and related classifications, which compromises the integrity of the qualification because it questions the compatibility of the weld metal with the base metals.
Providing incorrect Current/Polarity & Current Range settings, Metal Transfer Mode, and Shielding Gas details. These parameters affect the quality of the weld and need precise documentation.
Inadequately specifying the Test Positions and Qualified Positions, as well as adding wrong details on the Mechanical Test Results and Nondestructive Examination Results. These indicate the positions in which a welder is qualified to weld and the quality of the welds produced during the qualification test.
It is imperative for individuals filling out this form to double-check their entries for accuracy to ensure the welder's qualifications are correctly documented, reflecting their true capabilities and adhering to the specified standards.
When certifying a welder's proficiency and compliance with relevant standards, the Welder Performance Qualification Record (WPQR) plays a pivotal role. However, it's often just one piece of a much larger puzzle. To paint a complete picture of a welder's qualifications and to ensure all safety and quality standards are met, several additional forms and documents are typically utilized in conjunction with the WPQR. Let's explore some of these essential documents.
Integrating these documents with the Welder Performance Qualification Record not only provides a robust framework for assessing and maintaining weld quality but also ensures compliance with industry standards and safety regulations. This comprehensive approach to documentation underscores the commitment to excellence and safety in welding operations, further enhancing the reliability and integrity of the work performed.
Job Safety Analysis (JSA) Form: Similar to the Welder Performance Qualification Record (WPQR), the Job Safety Analysis Form is used to document specific tasks, identifying potential hazards, and the preventive measures required to mitigate risks. Both forms are preventive in nature, aiming to ensure safety and competency before the execution of tasks - in the case of the WPQR, ensuring a welder’s qualification to safely and effectively perform welding tasks.
Equipment Maintenance Log: Equipment Maintenance Logs, like the WPQR, are records that document the inspection, maintenance, and the condition of equipment over time. The WPQR similarly documents the condition and performance of welders, making both documents crucial for maintaining standards of practice and ensuring quality and safety in operations.
Training Record Form: Training Record Forms document the completion of training sessions by employees, including dates, topics covered, and assessment results, much like how the WPQR records a welder's tested abilities in specific welding processes and positions. Both forms validate the competencies and qualifications of personnel for specific tasks or roles.
Inspection Report: Inspection Reports detail the findings from the inspection of equipment, processes, or systems, akin to how the WPQR details the results of the welder’s performance tests, including both mechanical and nondestructive examination results. Both types of documents are critical for quality control and compliance with standards.
Certification Documents: Certification Documents verify that an individual has achieved a certain level of knowledge or proficiency, similar to the WPQR which certifies a welder’s qualifications for specific welding procedures. Both are formal recognitions of professional competency.
Standard Operating Procedure (SOP) Documentation: Like the WPQR, SOPs provide detailed, written instructions designed to achieve consistency in the performance of specific tasks. Although the WPQR is a record rather than a procedure, it also serves to standardize welding practices by documenting and verifying the processes and parameters a qualified welder must adhere to.
Incident Report: An Incident Report documents any unexpected events that occur, focusing on safety or quality failures, much like the WPQR involves the recording of failed welds (and the reasons behind them) during the qualification process. Both forms are instrumental in identifying problems, implementing corrective measures, and preventing recurrence.
Product Quality Record: Product Quality Records track the quality, testing, and outcomes of products, closely paralleling the WPQR which maintains a record of a welder's ability to produce welds meeting specified criteria. Both documents play a fundamental role in ensuring the quality and reliability of outputs within their respective fields.
When filling out the Welder Performance Qualification Record form, paying close attention to detail is essential for ensuring the accuracy and validity of the document. Here are the things you should and shouldn't do:
Filling out the Welder Performance Qualification Record with attention and care is critical in certifying a welder's qualifications and capabilities. Following these dos and don'ts can help maintain the integrity and compliance of the welding qualification process.
When it comes to the Welder Performance Qualification Record (WPQR) form, there are several common misunderstandings that can muddy its perceived importance and purpose in the welding industry. Addressing these misconceptions is key to ensuring that welding processes are properly regulated, and welders are correctly qualified for their tasks.
Misconception 1: The WPQR is optional for welder qualification. Contrary to this belief, the WPQR is not a mere formality; it is a crucial document that verifies a welder’s ability to produce welds meeting specific standards and codes. This qualification is essential for welders working in regulated industries where adherence to specific welding procedures is mandatory.
Misconception 2: A WPQR is valid for any welding process. Each WPQR is process-specific. This means that a welder qualified under one welding process, such as Gas Metal Arc Welding (GMAW), is not automatically qualified for another, like Shielded Metal Arc Welding (SMAW). The qualification details including the welding process, type, and positions are clearly specified in the WPQR form, emphasizing the scope of the welder’s qualification.
Misconception 3: Qualification ranges on the form are arbitrary. Every detail regarding the qualification range, such as base metal specifications, filler metal specifications, and the positions in which the welder is qualified to weld, is governed by rigorous standards and codes (such as AWS D1.1 for structural welding). These are not arbitrarily chosen but are carefully determined based on the test welds performed by the welder. Thus, the qualification ranges provide a clear outline of the welder’s capabilities.
Misconception 4: The form is only relevant at the time of testing. While it’s true that the WPQR form is completed after a welder has successfully passed their performance qualification test, its relevance extends far beyond that moment. It serves as a formal record of the welder’s abilities and is critical for compliance and verification during audits, inspections, and when moving onto new projects. It’s a living document that may need updates as the welder acquires new qualifications or as codes and standards evolve.
Understanding the significance of the Welder Performance Qualification Record form helps in recognizing the meticulous standards governing the welding industry. It’s not only about ensuring that welders are performing up to par but also about maintaining safety, quality, and compliance in every welding project undertaken.
When working with the Welder Performance Qualification Record (WPQR) form, there are several key points to remember. This document is crucial for certifying a welder's ability to perform specific welds according to standardized codes and specifications. Here’s what you need to know:
Completing the WPQR form with diligence and attention to detail is not just about fulfilling a procedural requirement; it is a step towards ensuring the quality and safety of welding operations. By accurately documenting a welder's capabilities and ensuring compliance with industry standards, organizations can maintain high standards of welding workmanship.
Blumberg 120 - Delineates the legal boundaries within which property execution against debtors must operate, including exemptions and protections.
Sedgwick Short-term Disability Forms - Specifies that the authorization’s coverage includes existing health conditions relevant to your insurance claims.